12Cr1MoV钢管焊接技术问题探讨
闫伟 河北省安装工程公司第二分公司
摘 要:12Cr1MoV是目前在我国工业中广泛使用的一种珠光体耐热钢管,主要用于制造管壁温度小于580℃的工业锅炉过热管、联箱和主汽管道等。本文主要对12Cr1MoV耐热钢管道焊接施工技术做简要阐述,并在对耐热钢12Cr1MoV的焊接性进行详细分析的基础上,制定出可行的焊接工艺及焊接方法,同时对手工钨极氩弧焊打底、手工电弧焊盖面单面焊双面成形的焊接操作技术要点进行重点叙述。
关键词: 裂纹 回火脆性 接头软化 焊接工艺 操作要点
珠光体型耐热钢是以Cr ,Mo为主要合金元素的低合金刚,这类钢具有较高的抗氧化能力和热强性,因此在对高温有严格要求的工业项目中被作为首选,同时这种珠光体型耐热钢还具有良好的抗硫化物和氢的腐蚀能力,广泛应用于350~600℃范围工作的发中设备的锅炉、汽轮机、压力管道及石油化工设备。
一、焊接性分析
低合金耐热钢合金元素总质量分数一般为5%以下,碳的质量分数一般在0.2%以下,在正火状态下,合金元素质量分数在2.5%以下的钢一般具有珠光体加铁素体组织亦称珠光体耐热钢。12Cr1MoV、属于低合金耐热钢,在焊接过程中有较好的焊接性。但如果对供货状态及本材质的合金元素不了解,焊接工艺选择不当或焊接材料选用不正确,焊接接头可能发生裂纹、产生脆性、接头软化等问题;在接头内及热影响区有较大的残余应力等现象。这些缺陷的产生,直接影响焊接接头的性能和焊缝的质量。12Cr1MoV耐热钢的焊接性可从以下几方面进行分析:
1、焊缝金属的合金化问题 珠光体耐热钢大都以Cr、Mo合金元素为基础,其高温强度和高温抗氧化性较好。
衡量珠光体钢高温强度的主要指标有两个:其一是蠕变极限。它是高温下,金属开始发生缓慢变形时的应力。这种缓慢变形叫高温蠕变;其二是持久强度,它是高温下,金属长期工作不致断裂时的应力。
适当加入Mo可以提高珠光体耐热钢高温强度,因钼熔点较高,对提高金属的高温强度作用明显,同时加少量的v,可以形成碳化钒,以阻碍高温时金属组织的塑性变形。而要提高珠光体耐热钢的高温抗氧化性,则要在钢中加入适量的Cr。因为Cr和O2的亲和力比Fe和O2的亲和力大,在高温时、金属表面首先形成一层氧化铬保护膜、从而防止内部金属氧化,可提高珠光体耐热钢的蠕变极限。
2、冷裂纹倾向 珠光体型耐热钢焊接时在焊缝和热影响区,容易产生硬而脆的马氏体组织,而且内应力很大,容易使焊缝的热影响区产生冷裂纹。此外在一般情况下,焊缝含碳量比母材低,因此母材热影响区中奥氏体尚未转变时,焊缝中的奥氏体转变却已开始,这时如果熔池里含有较多的H,在奥氏体发生组织转变时,氢的溶解度突然降低,焊缝中的H便向近缝区尚未转变的奥氏体中扩散,待近缝区奥氏体转变为马氏体时,温度已很低,氢已无法向外逸出,只能在马氏体中呈饱和状态存在,因而会产生很大的氢致应力、使马氏体脆化,再加上其它应力(热应力、相变应力和拘束应力),更加速了近缝区产生冷裂纹的倾向。
3、再热裂纹倾向 12Cr1MoV钢中常加入的Cr、Mo、V、Ti、Nb等合金元素均是碳化物形成元素,对再热裂纹敏感性较大,焊接时,在热影响区的粗晶区内,由这些元素形成的碳化物固溶到金属中。焊后,由于冷却速度比较大,不能充分析出,当接头再次受到高温加热时,这些元素重新形成沉淀相在晶内弥散析出,在晶内得到强化,因而易在相对薄弱的晶界产生再热裂纹。
4、回火脆性 低合金珠光体耐热钢12Cr1MoV的焊接接头在350~500℃温度范围内,长期运行过程中发生缺口冲击韧性剧烈降低现象,这是由回火韧性引起的。产生回火韧性的原因主要是由于在回火韧性温度范围长时间加热后,P、As、Sn、Sb等杂质元素在奥氏体晶界偏析并引起晶界弱化所致。此外与促进回火脆性的Mn、Si元素也有关系。因此严格控制钢材和焊缝中有害杂质的含量和降低Mn、Si的含量是解决回火脆性问题的有效措施。
5、焊接接头软化问题 焊接接头软化区主要产生在经正火加回火或经调质处理的珠光体耐热钢的热影响区中,其部位在峰值温度超过原始回火温度的区域。钢的强度越高,焊后软化程度越大,这个部位常常是12Cr1MoV钢在长期高温工作时产生断裂的部位。在宏观金相试片上可以看到这个部位是一条明显的“白带”,而在光学显微镜和电镜下观察,该部除了大部分是铁素体外,有以发生聚集的碳化物,还有奥氏体分解产物,也可以看到细微的镶嵌块,从而使这一部位的硬度明显降低。为了减小软化程度,应尽量减少接头在Ac1附近停留的时间。
二、焊接工艺
1.焊接方法
低合金珠光体耐热钢12Cr1MoV适合于所有的焊接方法焊接。目前常用的焊接方法有手工电弧焊、手工钨极氩弧焊、熔化极气体保护焊、埋弧焊等。对于厚壁构件,常用埋弧焊,对于各种口径的管道常用手工钨极氩弧焊、手工电弧焊、熔化极气体保护焊。
2.焊接材料的选用
(1)焊接材料选择的原则是:使焊缝的化学成分尽量与母材相近,以保证焊接接头具有与母材基本相同的性能,为了防止焊缝产生裂纹,要求焊缝的含碳量适当低于母材,但其质量分数不宜低于ωc0.07%,以避免由于合金碳化物数量过少而降低热强性。
正确地选择与母材相匹配的焊接材料,焊材中的含碳量应低于母材的含碳量,为提高抗裂能力,选择碱性药皮焊条,用直流反接电源焊接。
(2)焊接材料
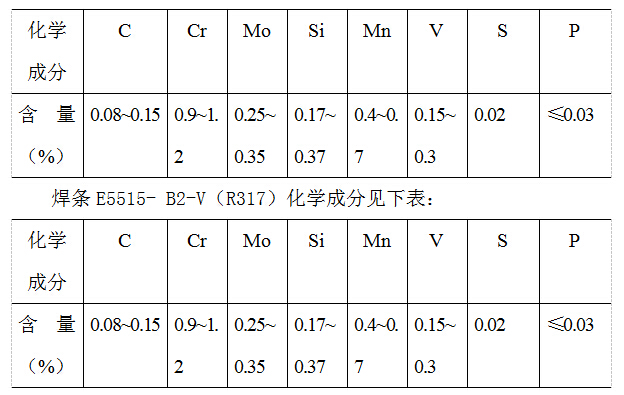
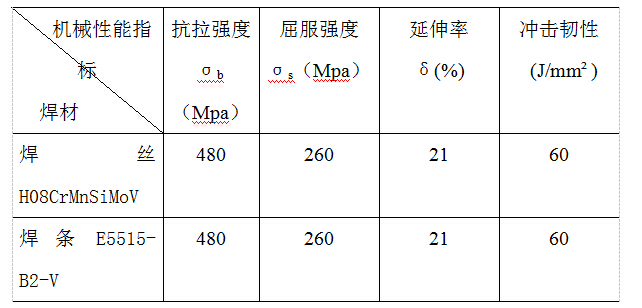
手工钨极氩弧焊选用焊丝H08CrMnSiMoV.φ2.4mm,手工电弧焊选用焊条E5515-B2-V(R317 ).φ3.2mm,φ4.0mm。
焊丝H08CrMnSiMoV.化学成分见下表:
焊丝要干净、无油污。焊条使用前要必须按规定烘干, 可在350-400℃的条件下烘干1小时,恒温2h。
(3)焊前预热、层间温度和后热处理
预热是焊接低合金耐热钢的重要工艺措施,大多数情况下都需要预热,定位焊也需要预热,且层间温度不应低于预热温度。预热温度不仅取决于钢的成分, 而且与结构的拘束度和施焊的工艺方法有很大关系,如果接头的拘束应力较高预热温度就要加大。
焊后应立即进行高温回火,以防止产生延迟裂纹,消除应力和改善组织。如果不能及时回火的应马上进行后热处理,将焊缝及两侧热影响区加热至200~350℃后,立即用石棉被包裹整个焊缝及热影响区进行保温,使其缓慢冷却(后热处理)。
3.焊前清理
焊前清理是焊接质量的重要条件之一,焊前须用机械法严格清理坡口两侧50mm范围处的氧化层、油、锈等污物。
4.焊接工艺顺序
开坡口-打磨-清理-手工钨极氩弧焊组对点固--手工钨极氩弧焊打底-手工电弧焊盖面
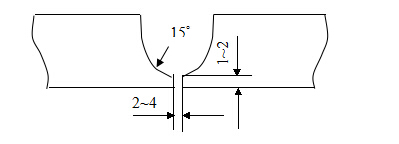
5.坡口制备,坡口尺寸见图2示:
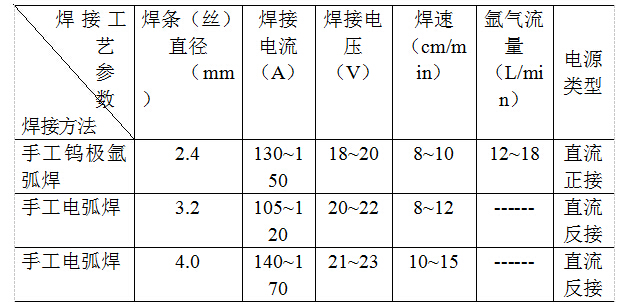
6.焊接工艺参数
三、焊接操作要点
1. 定位焊采用手工钨极氩弧焊,定位焊时采用同材质焊接材料,点固焊前预热使定位焊缝成为正常焊缝,保证根部焊透,在上下中4个部位点4点 , 定位焊长10~15mm,焊点宽4~6mm。
2. 打底、填充盖面时按水平固定焊的顺序由下往上施焊。焊前焊缝整体预热250~350℃。
3.手工钨极氩弧焊打底时,能清楚的看到焊接电弧和熔池,焊接熔池在焊缝根部快速连续熔合凝结,容易实现单面焊双面成型,提高了焊接质量及效率,一般情况下焊枪倾斜角度为68-80°,焊枪稍做摆动,保证坡口两边熔合。焊丝匀速送入熔池,钨极与熔池保持2mm的距离,熔池前方有一熔孔是熔合良好的标志。焊速应均匀,打底不宜过厚,以免焊缝产生缺陷。
4. 手工电弧焊填充盖面时,选用擦划法在坡口内引弧,电弧燃烧时做小的摆动,使焊缝两侧平滑,避免咬肉现象,否则很容易造成夹渣,因此,应选用锯牙法操作,焊条续接时要在熔池红热状态下接上,避免产生弧坑裂纹及气孔。层间、道间的接头应错开,层间清理要彻底,并控制层间温度,如果层间温度过低,马上进行加温并不低于150℃,
填充盖面操作方法和打底基本相同,在焊厚度比较大的焊件时,焊缝越向外焊缝宽度越大,为了防止焊缝中大弧坑形成 ,产生内部偏析及气孔等缺陷,采用多层多道焊。焊接过程中注意不要在焊件表面上随意引弧,以免伤及焊件表面,影响焊接质量。
四、结束语
通过采用手工钨极氩弧焊打底、手工电弧焊填充盖面的焊接方法,采取焊前预热、控制层间温度和焊后热处理 ,锯型运条、填满弧坑、多层多道焊接等措施,能有效地避免焊接裂纹、回火脆性、接头软化、等焊接缺陷的产生。
参考文献:
【1】中国机械工程学会焊接学会编《焊接手册》第二卷《材料的焊接》
【2】国家机械工业委员会统编《高级电焊工工艺学》
【3】张伟强 《低合金结构钢的焊接工艺探讨》北京:机械工业出版社,1992.
【4】 李俊林,等.锅炉用钢及其焊接.黑龙江:黑龙江科学技术出版社,1988.
下一篇:关于城市市政道路设计的论述

